

How To Use A Tap And Die Set To Rethread
Threads are function and packet of working with anything held together with nuts and bolts. The two chief thread cutting tools are the tap (for internal threads) and die (for external threads). Apart from being used to form new threads, taps and dies are very handy for restoring or cleaning existing threads.

Common automotive sizes are quarter inch, five/16, 3/viii, 7/16 and one-half-inch. Each is available in ii thread pitches, fine (UNF/NF) or coarse (UNC/NC), the latter past far the about common. In metric, 6, 8, 10 and 12mm are the most useful sizes. While in that location are metric fibroid and fine threads, metric fine is very uncommon until you get into larger (12mm) thread diameters.
Trying to brand your own bolts is adequately pointless as information technology's far easier (and better) to buy the right bolts, screws or threaded rod.
When borer a new thread, it's important to become a number of things right to reach a properly tapped hole. Foremost, the hole has to be the correct size. Too big and the threads will be weak; as well small and turning the tap will be hard and may cause a breakage. Private taps often have the correct drill size written on their packaging.
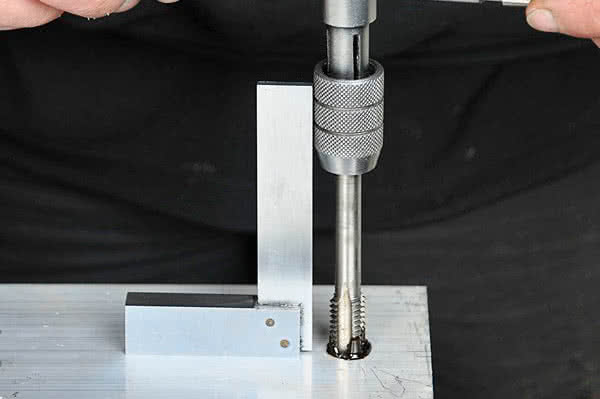
Starting the tap straight is important. In deeper holes it will tend to straighten itself to a degree simply if you first besides crookedly information technology's difficult to right afterwards in the process. One manner to ensure the tap starts straight is to mountain information technology in the chuck of a drill press. The chuck is then turned by manus to first the thread. Once it begins cutting true, the tap is removed from the chuck and used as normal with a handle. We tin can't stress enough that the drill printing should not be turned on with the tap mounted in the chuck — the printing must be used purely as a hand-operated device to start the thread!
When starting a new thread, utilise force per unit area to push the tap into the hole, or the button die along the shaft. This fashion yous won't strip the thread as it begins to form.
It's important to use lubrication for a clean cut and to assistance forbid breakages. Taps are very brittle and great care is needed. Try forcing it through in 1 go and yous'll almost certainly suspension it. As the tap is turned into the hole, resistance increases. When information technology does, stop and wind it backwards to clear the swarf. Half to three-quarters of plough in, two turns out is a typical action. This turn-ratio varies with the type of cloth — steel requires more frequent swarf clearance than softer materials like aluminium.

Note:
Information technology's more difficult to experience what's going on with holes smaller than 1/4in or 6mm, so even greater care is needed. In add-on, aluminium suffers from galling — if you can't current of air the tap out to articulate the swarf, avert the temptation of going farther in, as the tap will somewhen jam solid. Instead, progressively work information technology dorsum and forth until it unscrews, then clean the tap and recommence tapping with plenty of lube.
Source: https://www.supercheapauto.com.au/blog/how-to/tools-workshop/using-a-tap-and-die-set.html
0 Response to "How To Use A Tap And Die Set To Rethread"
Post a Comment